
Виды работ
Каждый вид работ подразумевает определенную технологию и несколько особенных секретов. Любой мастер помимо своей работы на станке должен уметь разбираться в древесине, читать чертежи, а также затачивать резцы и настраивать сам станок.
Точение
На первом этапе необходимо запустить вал. Начинать точение можно только после того, как вал наберет скорость. Сначала идет черновая обработка изделия. Она происходит на скорости до 1500 об/мин. Мастер при этом использует полукруглую стамеску, с лезвием и боковыми частями. Мастер при работе опирается на подручник.
Обдирка
Грубая обдирка заготовки делается полукруглой стамеской. Инструмент должен быть наклонены в сторону точения и расположен в осевой плоскости детали.
Выборка
Выборка или по-другому выскабливание проводится с помощью овалов или крючков. Чаще всего данная разновидность работ применяется при изготовлении посуды.
Отрезание
Для этого процесса применяется отрезной резец. Он оставляет идеально ровный срез и затем не требует дополнительной шлифовки. Чтобы не допустить ошибок мастеру необходимо сделать первоначальную пометку карандашом и точно установить место среза.
Изготовление шканта
Шкант – цилиндрический стержень, которым крепятся различные составляющие изделия. Шкант изготавливается из дерева, металла, пластмассы. Сделать такой круглый шип можно самостоятельно при наличии токарного станка и простейших инструментов.
Модели и их отличия, 9 фото
Несмотря на то, что их используют для обучения, также можно применить для обработки элементов, имеющих цилиндрическую и коническую форму, нарезать резьбу, шлифовать, произвести накатку, заточить инструмент и так далее.
Даже если вы хотите произвести какую-то работу, для которой станок не приспособлен, то выбор дополнительных приспособлений для расширения возможностей устройства огромен. Одно из самых приятных отличий от обычных моделей, это их компактность, они с легкостью помещаются в гараж и не занимают много места. При этом функциональные возможности практически такие же.
История создания [ править | править код ]
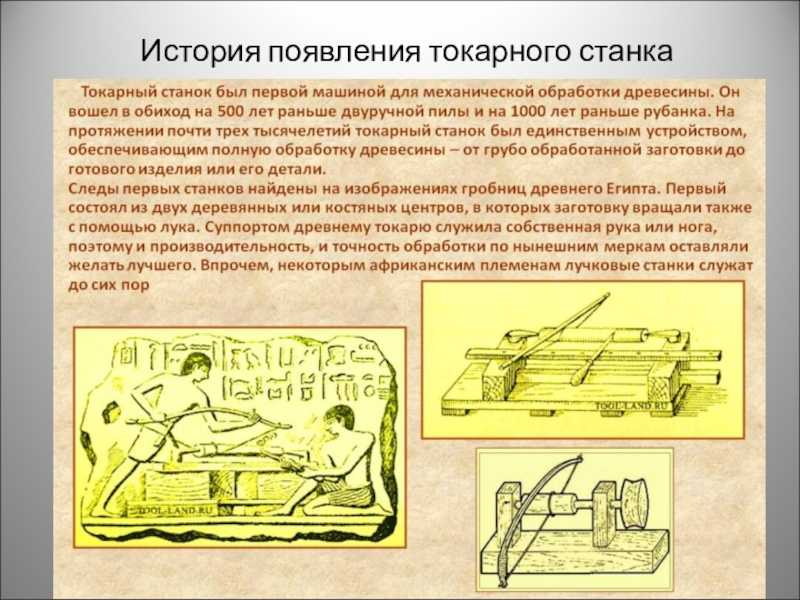
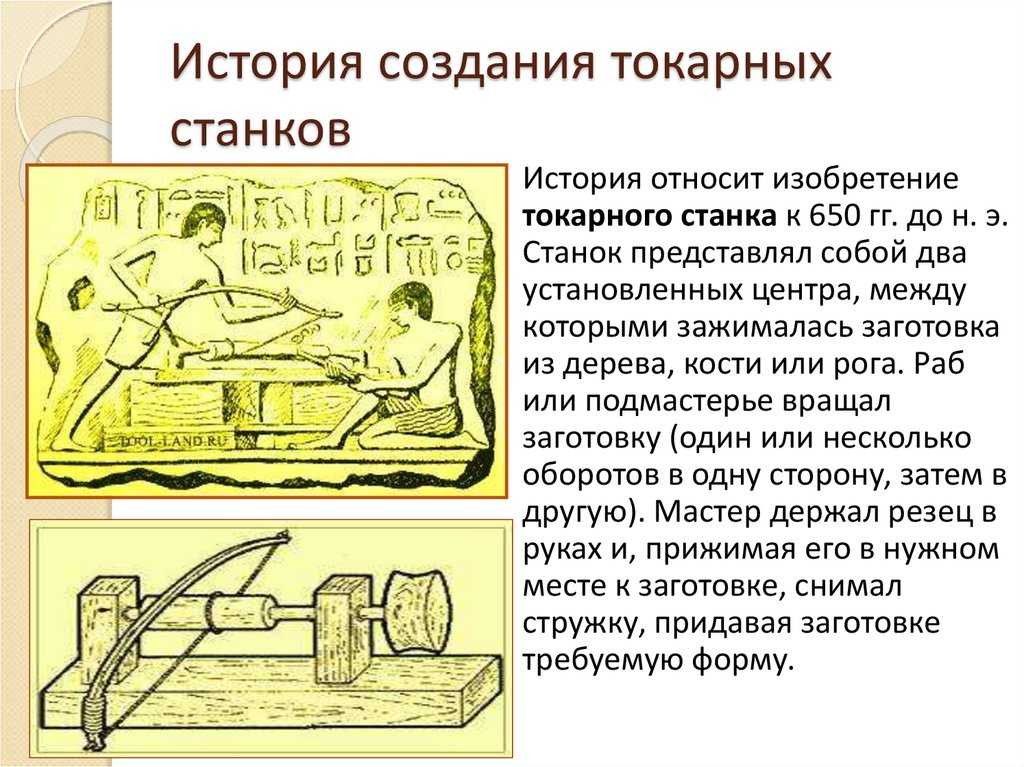
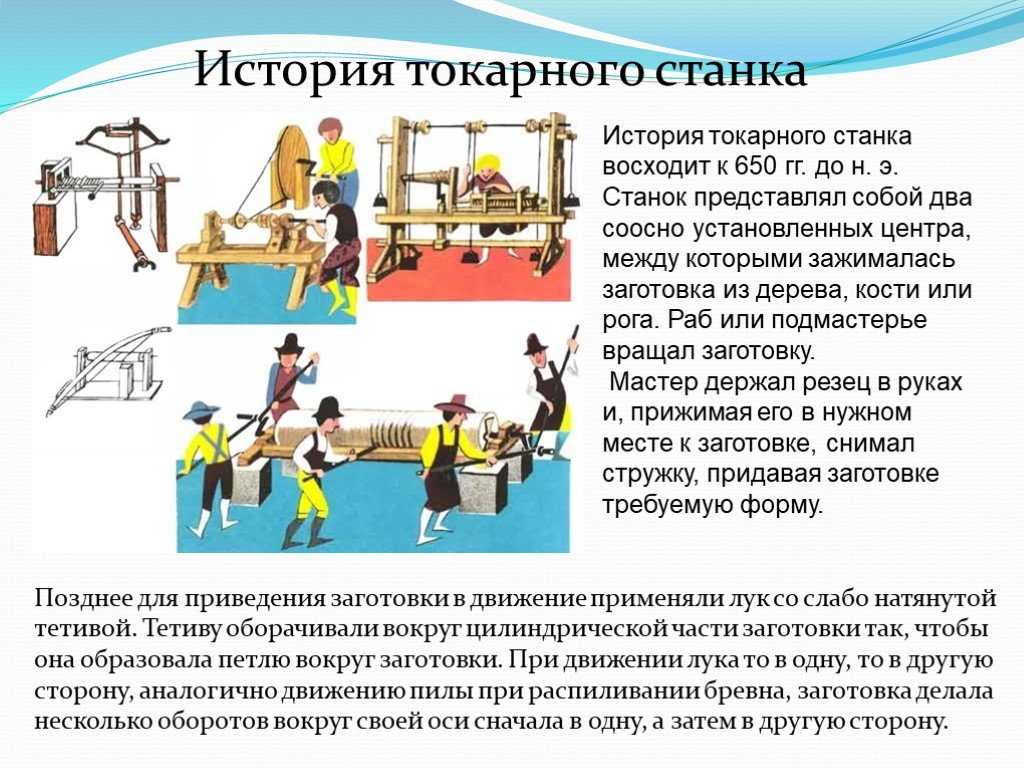
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры . Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры .
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции .
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах .
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте .
Токарный станок был очень важен для промышленной революции. Он известно как «мать станков», поскольку это был первый станок, который привел к изобретению других станков .
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс . В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время . Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в .
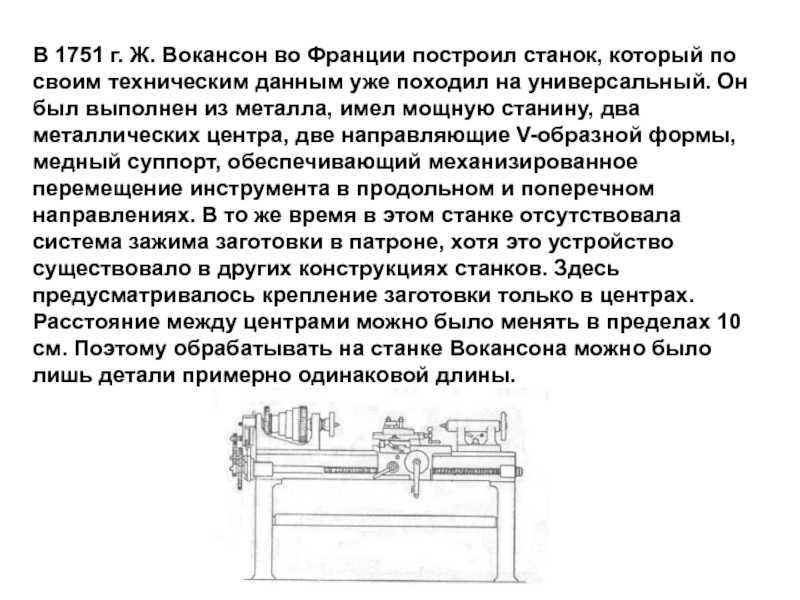
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года . Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
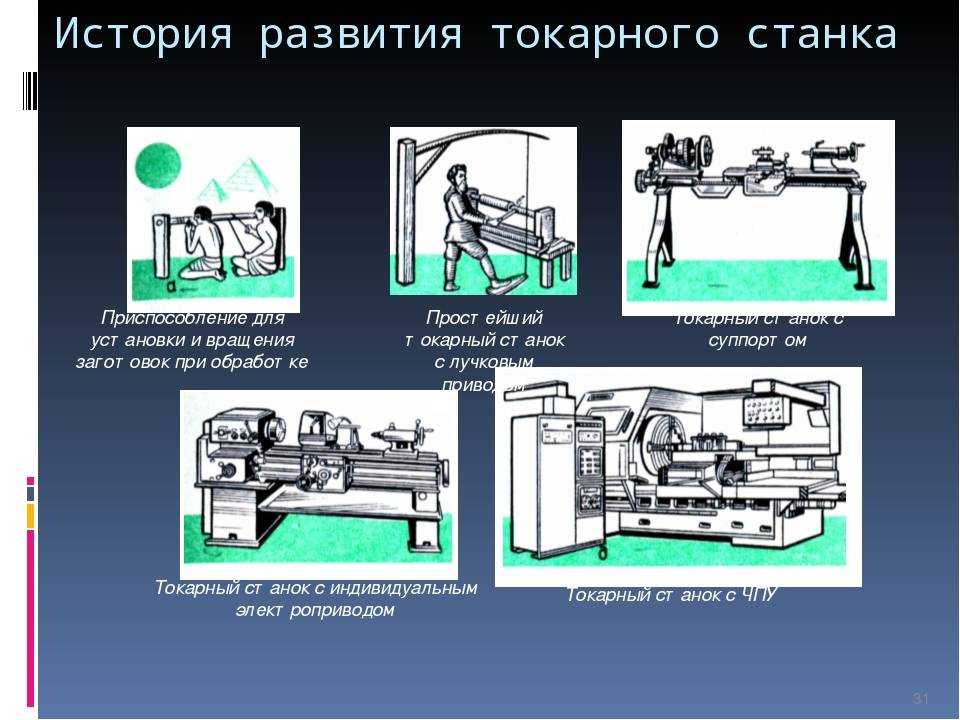
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Подготовка болванки и установка подручника
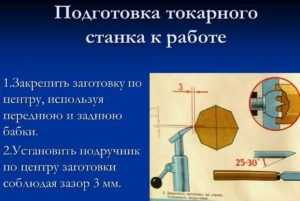
Для обработки на токарном станке может подойти древесина практически любых пород, но конкретный выбор в каждом случае зависит от того, какая именно деталь будет создаваться и каким способом ее будут обрабатывать. Перед началом работы на станке заготовку необходимо предварительно обработать рубанком или топором, придавая ей форму, близкую к цилиндрической.
Подготовленную таким способом к использованию деревянную заготовку как можно сильнее зажимают в станке перед тем, как точить ее. Для его трезубцев с помощью стамески рекомендуется проделать в торцах заготовки небольшие углубления, что предотвратит возможное выпадение заготовки из оборудования во время его работы. Опорная скоба подручника должна устанавливаться на расстоянии не более 5 миллиметров от болванки и обязательно немного выше оси, вокруг которой она вращается при работе на токарном станке.
 Обработка дерева на токарном станке.
Обработка дерева на токарном станке.
Расположив же подручник немного ниже, чем ось вращения болванки, режущий инструмент будет только скоблить поверхность древесины, а не резать ее, как это должно быть. В результате такой работы поверхность станет шероховатой, а не гладкой. Кроме того, в таком случае может произойти перегиб инструмента под заготовку, что, вполне возможно, приведет к ранениям того, кто вытачивает тот или иной предмет на станке.
Использование полукруглой и косой стамески
Придавая болванке цилиндрическую форму с использованием полукруглой стамески, резание необходимо осуществлять не только верхней частью лезвия, но также и его боковыми частями. В таком случае затупление инструмента будет проходить не так быстро, к тому же, обрабатываемая поверхность будет иметь не волнистую, а ровную форму, что ускорит и значительно облегчит всю ее последующую обработку.
При гладком обтачивании косяк следует держать таким образом, чтобы его лезвие по отношению до поверхности цилиндрической заготовки располагалось под углом 45 градусов. Вытачивая профиль, косяк можно располагать в разных положениях. Полная торцовка детали на токарном станке, как и частичное протачивание ее торцов осуществляется острым концом такого режущего инструмента, который устанавливается ребром на подручник.
 Использование полукруглой и косой стамески.
Использование полукруглой и косой стамески.
Как правильно держать стамеску при работе
В процессе работы инструмент необходимо удержать на скобе подручника левой рукой, используя всю ладонь. Сверху инструмент можно прижимать только используя большой палец. Всеми остальными охватывать опорную скобу категорически запрещено: это может привести к травмам. К тому же, в таком случае нельзя будет передвигать инструмент вдоль заготовки. Правая рука должна удерживать ручку инструмента. Благодаря этому при вытачивании мастер может управлять направлением движения инструмента.
Некоторые правила по безопасной работе
Кроме вышесказанного, опасность для работающего за токарным станком также вызывает значительное расстояние между скобой подручника и поверхностью детали, его расположение ниже оси вращения болванки, неравномерный или слишком сильный нажим на деталь инструментом. Все подобные отступления от правил работы могут привести к вылету обрабатываемой заготовки из станка, перегибу инструмента под деталь или к его поломке.
Все проверки детали в процессе работы с нею – измерение ее диаметра, оценка гладкости поверхности, сверка ее с оригиналом и тому подобное – можно проводить только при остановленном токарном станке. Точить на оборудовании всегда рекомендуется в защитных очках, чтобы обезопасить глаза от стружки, которая обязательно образовывается во время выполнения подобной работы.
Резцы по дереву для токарного станка: назначение и конструкция элементов
Главным предназначением токарных резцов по дереву является ручная обработка вращающейся в специальном станке детали. Используемый для этих целей токарный станок предназначен для придания телу вращения. Деревянные заготовки, имеющие изначально округлую форму, с помощью двух фиксаторов устанавливаются на токарном станке. Один фиксатор соединен с электромотором, что приводит деталь в движение.








От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации
Резцы, которые закрепляются на вращающем механизме, выполняют обработку тела вращения. В зависимости от прочности, формы и остроты резца формируются следы на деревянной заготовке. Это также определяет форму обрабатываемой детали.
Конструкция резца токарного станка состоит из рабочей металлической части и деревянной ручки. Рабочий элемент условно состоит из лезвия, тела и хвостовика. Лезвие состоит из переднего, заднего и заостренного угла. Величина угла заострения зависит от материала заготовки. Чаще всего мастера для работы с древесиной используют острые углы. Тело является основной частью, за которую нерабочей рукой токарь удерживает резец на подлокотнике станка. Хвостовик представляет собой зауженную часть, в которую переходит тело инструмента. Именно на нем крепится ручка токарного резца.
Конструкция ручки состоит из основы и шейки. Основа является большей частью ручки, за которую токарь держится рукой. Шейка представлена маленькой цилиндрической частью с металлическим крепежным кольцом. Она предназначена для предотвращения растрескивания ручки во время набивания ее на хвостовик рабочей части.

Токарные резцы по дереву состоят из заднего, заострённого и переднего угла
Работы токарные по дереву
Токарной работой по дереву является художественная обработка деревянных заготовок. Процесс вытачивания является весьма сложным и трудоемким, и состоит из определенных составляющих: выбора деревянной заготовки и инструмента, определения необходимой скорости вращения, вытачивания и отделки.

Стамеска по дереву очень полезна в работах, которые связанны с обработкой деревянных заготовок
Размер заготовки напрямую зависит от габаритов будущего изделия. Если в конструкции устройства по деревообработке присутствует кулачковый патрон для станка токарного по дереву, тогда к выбранной длине заготовки необходимо добавить 8 см, если использован шпиндель станка с планшайбой, добавляется 4 см. Толщина изделия должна быть с запасом не менее 20 мм.
В качестве материала лучше использовать твердые породы дерева, такие как ясень, бук, яблоня, груша, граб, орех, дуб и вишня. Хороший эстетичный вид будут иметь изделия, изготовленные из красивой древесины, такой как орех, ясень и яблоня, текстура которой имеет ярко выраженный рисунок.
С помощью станка и резцов по дереву можно создать привлекательные и необычные элементы декора
Первым делом создается колода или болванка. Далее заготовка устанавливается в токарный станок и выполняется ее черновая обработка. Это позволяет выровнять поверхность и устранить всевозможные дефекты. Затем начинается художественная обработка дерева на токарном станке. При помощи резцов изделию придается необходимый объем и рельеф поверхности. Именно от этого этапа зависит внешний вид будущего элемента. Затем выполняется финишная отделка, которая состоит из шлифовки изделия и пропитки его антисептическими средствами. Подробнее изучить все особенности процесса можно благодаря видео «Токарные работы».
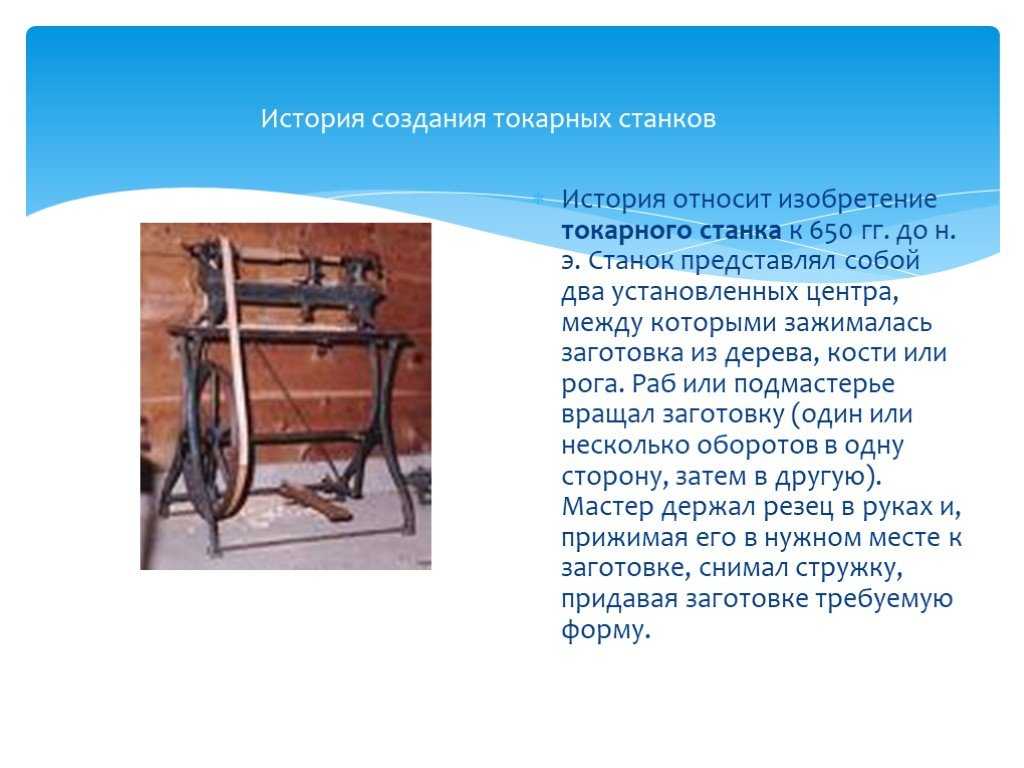
Токарный станок
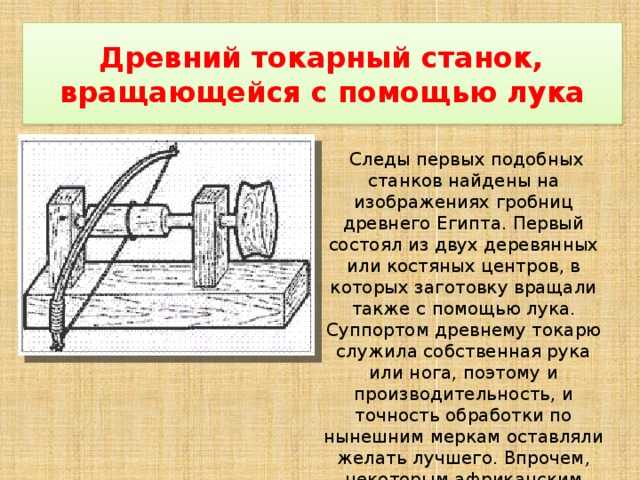
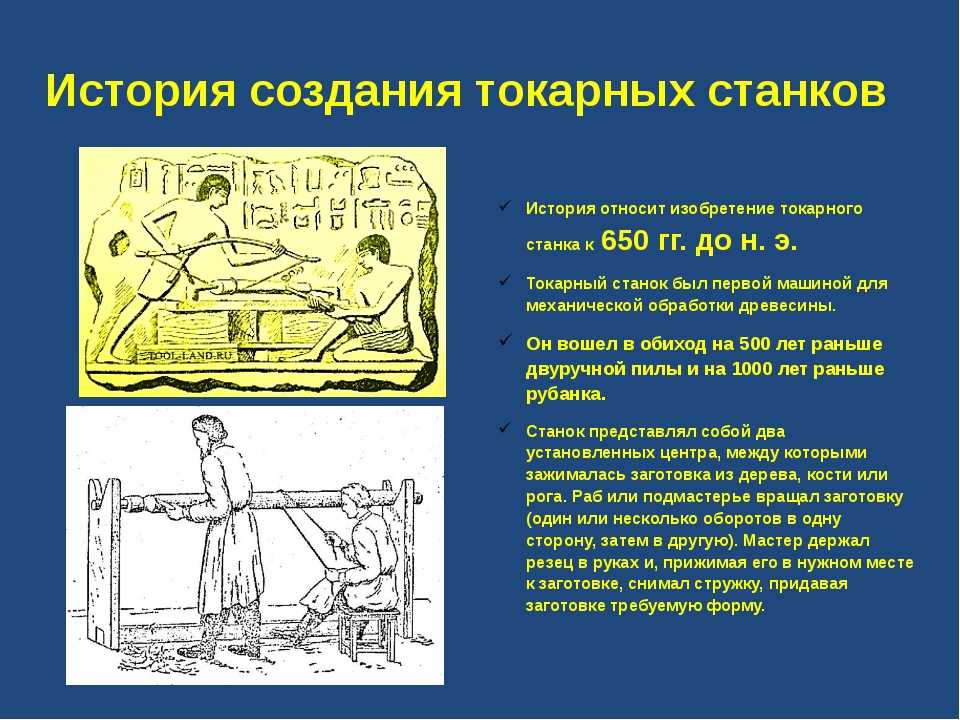
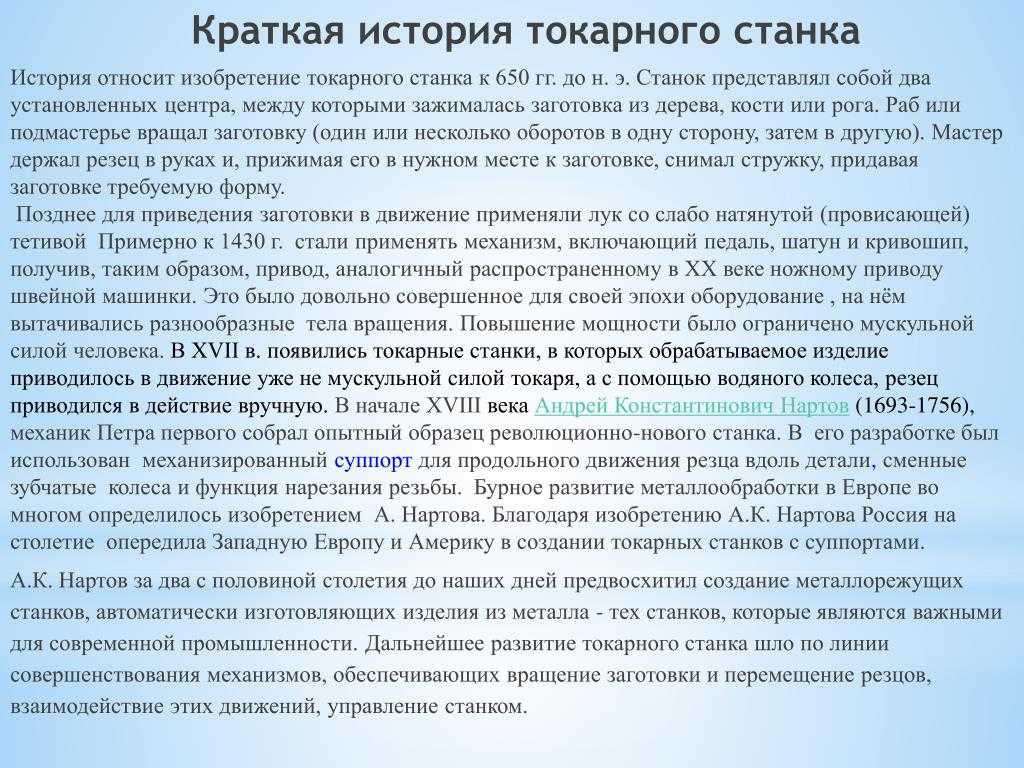
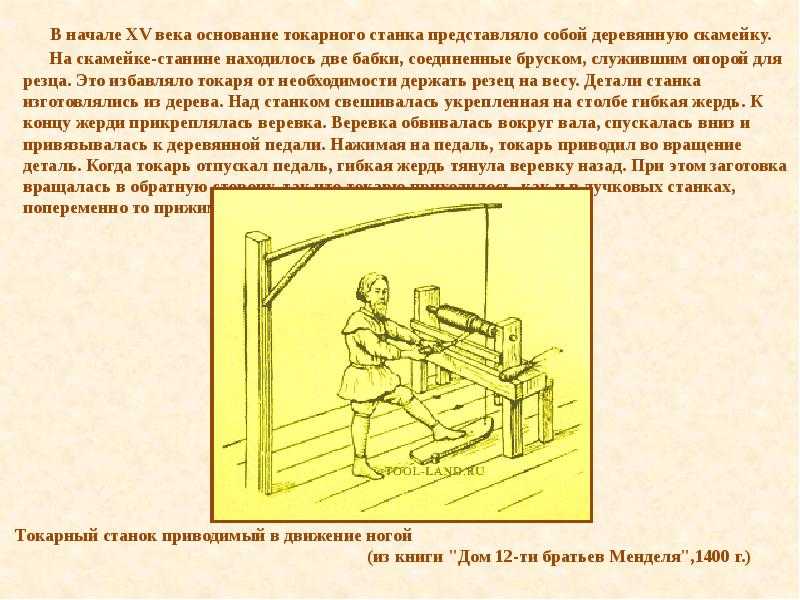
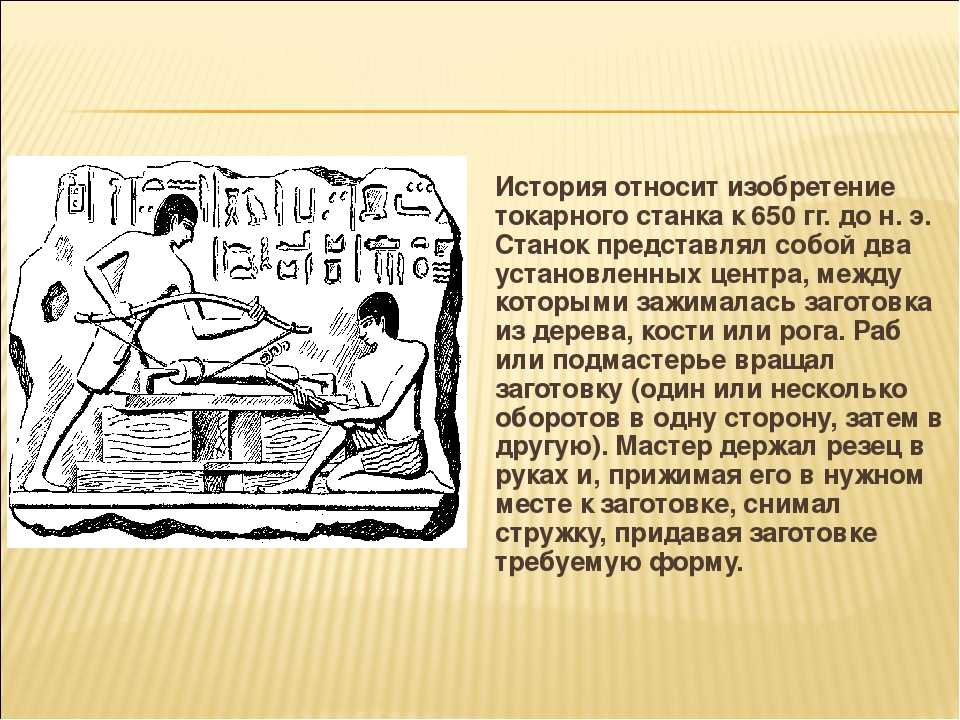
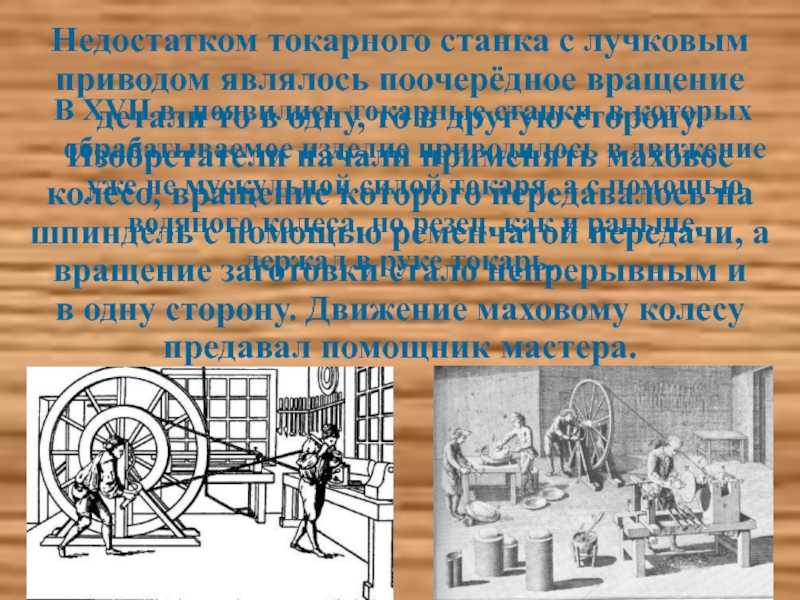
Согласно дошедших до нас сведений токарный станок был изобретен примерно в середине седьмого столетия до нашей эры. Между двумя соосно установленными центрами зажималась заготовка из кости или дерева. Подмастерье вращал заготовку, а мастер прижимал резец к заготовке в нужном месте и снимал стружку, пока заготовка не приобретала требуемую форму. Позже заготовку приводили в движение с помощью лука с провисающей тетивой. Ее оборачивали петлей вокруг заготовки. Когда лук начинали двигать, словно пилу при распилке бревен, заготовка начинала вращаться вокруг своей оси то в одну, то в другую сторону. В XIV — XV веках получили распространение токарные станки, имевшие ножной привод. Упругая жердь (очеп) крепилась консольно над станком. На конец жерди крепили бечевку, обернутую на один оборот вокруг заготовки. Нижний конец бечевки крепили к педали. Когда на педаль нажимали, натягивалась бечевка и заготовка делала 1-2 оборота, а жердь сгибалась. Если педаль отпускали, жердь выпрямлялась и подтягивала бечевку вверх, заготовка совершала 1-2 оборота, но в другую сторону. Древний токарный станок К 1430 году очеп заменили механизмом, состоящим их педали, кривошипа и шатуна. Получился привод, аналогичный ножному приводу в швейной машинке XX-го столетия. Теперь заготовка в течение всего процесса не совершала колебательного движения, как раньше, а вращалась в одну сторону. В 1500 г. на станке уже были стальные центры и люнет, позволившие обрабатывать достаточно сложные детали. Однако маломощный привод и недостаточная сила в руке рабочего делали обработку металла малоэффективной. Появление водяных приводов оказало большое влияние на повышение эффективности в металлообработке. В середине XVI века был изобретен токарный станок для нарезки конических и цилиндрических винтов. Его изобрел Жак Бессон.
Со временем токарные станки стали часто использовать для нарезки металлов, а не дерева. Возникла необходимость в жестком креплении резца и механизированного передвижения его по обрабатываемой поверхности. Проблема самоходного суппорта разрешилась с изобретением А. К. Нартовым в 1712 году токарно-копировального станка. Во второй половине XVIII века значительно расширилась сфера использования металлорежущих станков, начались усиленные поиски универсального токарного станка. Проблема механизированного передвижения резца стала особенно острой, когда приходилось нарезать резьбу, изготавливать зубчатые колеса, наносить на предметы роскоши сложные узоры. А. К. Нартов успешно решил вопрос механизации операции. Копировальный палец и суппорт двигались благодаря одному ходовому винту, но шаг нарезки под копиром и резцом были разные. Соответственно была решена проблема автоматического передвижения суппорта вдоль оси заготовки. Поперечная подача пока отсутствовала, ее заменило качание системы «копир-заготовка».
Токарный станок
Над созданием совершенного суппорта трудились многие изобретатели, наиболее удачную конструкцию изобрел англичанин Г. Модсли. В 1798 году он улучшил конструкцию суппорта и изобрел универсальный токарный станок. В 1800 году станок был усовершенствован и создан новый вариант, включавший все детали, имеющиеся на токарно-винторезных станках и сегодня. Модсли впервые применил стандартизацию резьб на гайках и винтах и стал выпускать наборы плашек и метчиков для нарезания резьбы. Ученик изобретателя Р. Робертс установил ходовой винт перед станиной, на переднюю панель станка вынес ручки управления, добавил зубчатый перебор, улучшив тем самым токарный станок. Еще один сотрудник Модсли — Клемент изобрел лоботокарный станок, позволивший обрабатывать детали с большим диаметром. Д. Витворт изобрел в 1835 г. в поперечном направлении автоматическую подачу, связанную с механизмом продольной подачи. На этом принципиальное совершенствование токарного станка было завершено. Наступил период автоматизации токарных станков.
Дар поэта
После изобретения самолётного челнока для создания механического ткацкого станка осталось механизировать движение ремезов (образование зева), движение батана с бёрдом (прибой утка), вращение ткацкого навоя и товарного валика (отпуск нитей основы и наматывание готового полотна). Попытки сделать такой станок безуспешно велись с ХУП-ХУШ вв., а удалось это человеку, далёкому не только от ткачества, но и вообще от любой техники, — поэту и священнику Эдварду Картрайту. Услышав как-то в разговоре, что никому не удаётся механизировать процесс ткачества так, как было механизировано прядение, Картрайт решил сам сконструировать механический станок. Первое его детище вышло неудачным. Совершенно не разбираясь в ткачестве, Картрайт сделал станок непривычным, вертикальным, работающим слишком медленно и требующим огромных усилий. Но через год Картрайт исправил недостатки в новом станке и механизировал все операции ручного ткачества, в 40 раз ускорив процесс.
Ткач на станке Картрайта крутил колесо распределительного вала с насадками-кулачками. Кулачки преобразовывали вращательное движение вала в возвратно-поступательное движение педалей, поднимающих и опускающих ремезы, и гонок, толкающих челнок-самолёт. Также вращение главного вала через шатун передавало качательное движение батану с бёрдом, прибивающим уток. И наконец, вращаясь, вал сматывал готовую ткань на товарный вал и подтягивал нити основы с ткацкого навоя. Точный расчёт позволил согласовать действие всех частей механизма и обеспечить чёткую бесперебойную работу станка.
История механического ткацкого станка — пример того, как важно бывает взглянуть на решение проблемы со стороны
Технология работы на токарном станке
Желательно, чтобы рабочее место перед токарным станком было оборудовано для конкретного работника — под его рост. Обрабатываемая деталь должна находиться на уровне локтя. Прежде чем начать работать, токарь должен занять устойчивую и удобную стойку перед станком.
 Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Теперь можно запустить двигатель. Чем более чистовая работа производится, тем больше должна быть скорость вращения шпинделя. Упираем тело полотна стамески в подручник, медленно приближаем резец к вращающейся заготовке. Снимать стружку надо тонким слоем, нельзя позволять резцу глубоко проникать в тело болванки — это небезопасно. Одной рукой держат полотно стамески, а другой — её рукоять. Желательно плотно прижимать локоть к телу, таким манером создается более сильный и неподвижный упор.
Детство и юность
Генри Модсли родился 22 августа 1771 году в Вулвиче, расположенном в восьми милях от Лондона, он был пятым ребенком в многодетной семье плотника местного арсенала. О детских годах будущего станкостроителя ничего не известно, кроме того, что ему, сыну плотника, путь в школу был заказан. Судя по всему, он овладел грамотой самостоятельно и достаточно поздно. Как и других детей из рабочих семей, Генри в двенадцать лет послали работать. Он поступил в тот же арсенал набивальщиком патронов — в Англии таких рабочих называли powder monkey,
«пороховой обезьянкой». Через два года его перевели учеником в плотницкую мастерскую. А еще через год он сам попросился учеником в кузницу, где по собственному почину еще и слесарил. К восемнадцати годам Модсли стал не только лучшим кузнецом арсенала, но и слесарем-механиком, о чем свидетельствуют измерительные инструменты, сделанные им самостоятельно в период работы в Вулвичском арсенале.
В то время в Пимлико, предместье Лондона, большой мастерской владел Джозеф Брама, известный механик и изобретатель, пионер в области гидравлики и слесарной работы. Он был грамотен и умел хорошо чертить.





Первоначально Брама устанавливал в Лондоне ватерклозеты. Он придумал для них совершенно новое устройство, на которое взял патент. С тех пор изобретение Брама претерпело лишь небольшие изменения.
Затем Брама усовершенствовал дверной замок. Он разработал новую схему механизма, которая превосходила все известные до него по качеству и надежности. Исправное действие нового замка зависело от точности изготовления деталей. И Брама стал искать искусного механика, которому он мог бы поручить это дело. Но платить много не хотел. Таким человеком оказался Модсли: молодой парень был рад интересной работе и не требовал большой оплаты.

Оригинальный токарно-винторезный станок Генри Модсли
Фотография: gettyimages.ru
Вскоре он стал лучшим рабочим в мастерской. Брама назначил его мастером и поручил ему механизацию изготовления деталей своего замка. Попутно Модсли овладевал грамотой и учился чертить. Работа с замком велась секретно, в отдельном, всегда запертом помещении, что давало Модсли дополнительные возможности для самостоятельной углубленной работы.
Сохранились некоторые машины и приспособления из секретной мастерской Джозефа Брама, в том числе механизированная пила, станок для навивания пружин и шаблон для разметки при сверлении. Механизированная пила имеет призматические направляющие, применение которых в конструкциях позднейших токарных станков, созданных Модсли, относят к его важнейшим усовершенствованиям. А в конструкции станка для навивания пружин кроме призматических направляющих имеются суппорт, механизированный с помощью пары «винт–гайка», и комплект сменных зубчатых колес. Иными словами, набор всех тех устройств, которые легли в основу будущих токарных станков, были разработаны Модсли еще в период его работы на Брама.
Годы обучения и труда в мастерской Брама во многом подготовили Модсли к его дальнейшей работе. Многие заказы Брама выполнял с участием Модсли, который учился у Джозефа не только искусству машиностроителя, но и деловой хватке: он стал понимать, при производстве каких изделий массового спроса механизация и автоматизация наиболее эффективны.
Брама был многим обязан Модсли, но все равно не хотел повышать ему зарплату. Это подтолкнуло Модсли к тому, чтобы уйти от скупого хозяина.
Тем более что у каждого рабочего мануфактуры была заветная мечта — самому стать владельцем мастерской. К этому шли постепенно, мало-помалу изготовляли для себя лично кузнечные, слесарные и измерительные инструменты. Модсли начал делать это еще в арсенале Вулвича. Работая у Брама, он продолжал накапливать запас. Со временем эти инструменты ему очень пригодились.
Жестоко экономя на самом необходимом, Генри скопил небольшую сумму и в 1797 году снял маленькую мастерскую и заброшенную кузницу при ней. Так Модсли покинул Брама, проработав у него восемь лет.
Завод Генри Модсли в Ламбете
Фотография: gettyimages.ru
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
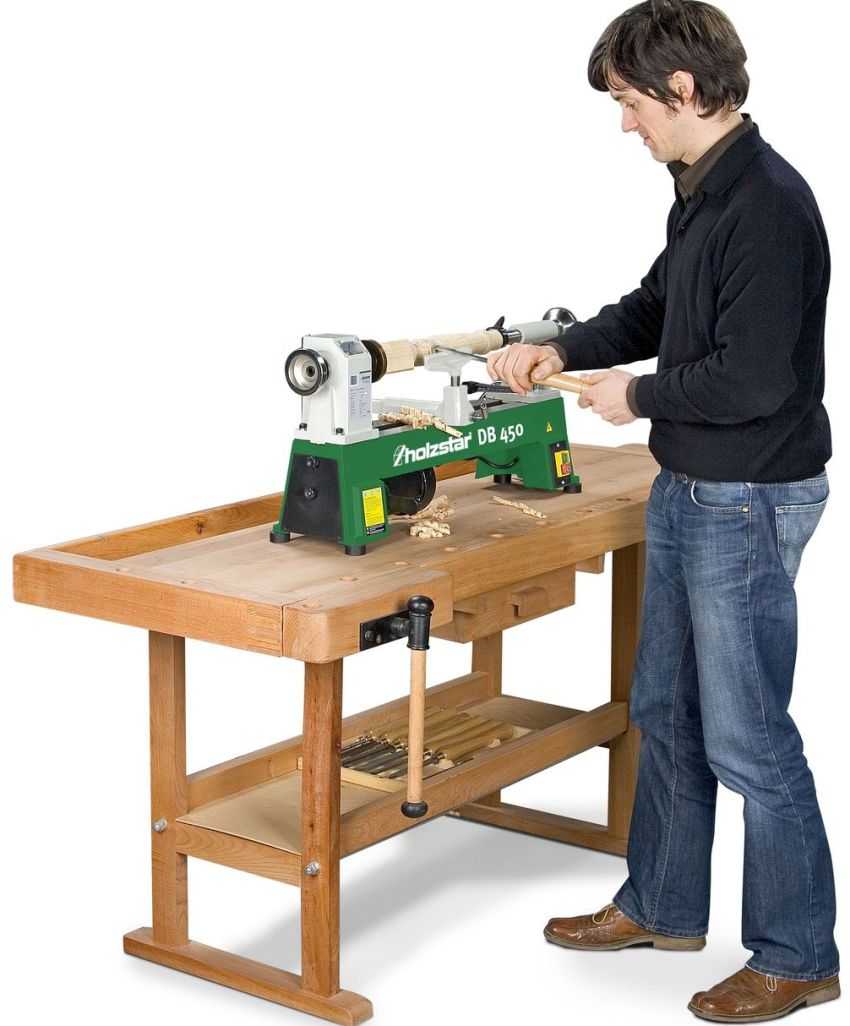
Стоит ли покупать токарный станок
Обработка дерева на токарном станке вносит некоторые ограничения в форму будущего изделия, это нужно учитывать при выборе в пользу механической обработки. По большому счету изделие, полученное на станке будет состоять из комбинации тел вращения, но обычно этого вполне хватает. Также с помощью станка можно изготавливать деревянные шарики и тарелки.
Что касается покупки станка, то есть в такой решении и слабые, и сильные стороны:
- с одной стороны, получаем устройство, которое позволит в разы повысить скорость обработки дерева. Изделия на токарном станке по дереву позволят снизить себестоимость единицы продукции как раз за счет экономии времени;
- к достоинствам его можно отнести и то, что он может справиться с мягкими металлами. Многое, конечно, зависит от производителя и использованных материалов;
- современные станки отличаются широким диапазоном габаритов, так что подобрать подходящий вариант можно как для небольшой мастерской, так и для личного пользования.
Недостатком может стать цена нового станка, особенно если деревообработка является скорее хобби, чем основным источником дохода. Немного сэкономить можно поиска старые советские модели, но все равно стоимость останется приличной. Если есть желание приобрести станок в качестве эксперимента, просто для того, чтобы попробовать себя в точении дерева, а финансы не позволяют, то можно попытаться изготовить токарный станок самостоятельно.




Конечно, полноценный аналог заводской модели создать не получится, но для обработки небольших заготовок из мягких пород дерева он вполне подойдет. Небольшие изделия из дерева на токарном станке собственного производства вполне могут конкурировать с теми, что были изготовлена на станке от именитого производителя.
Дополнительное оборудование
Можно приобрести к станку ряд дополнительных приспособлений, которые облегчат работу с деревом. Благодаря им можно будет без проблем обрабатывать протяженные заготовки не опасаясь ее провисания по центру. Трезубец для токарного станка по дереву позволяет исключить поворот заготовки вокруг своей оси, когда резец снимает стружку. Внешне такое приспособление выглядит как коронка с острыми зубцами по краю, по центру может размещаться острый шип, но есть трезубцы и просто с зубьями по краю.
Иногда возникает необходимость обработать длинную заготовку, например, при изготовлении балясин для лестницы. В таком случае закрепления ее по концам недостаточно, потребуется еще 1 опора по центру, которая не будет препятствовать вращению.
Для этого используется люнет для токарного станка по дереву. Люнет представляет собой кольцо с 3 роликами, их положение регулируется в зависимости от диаметра заготовки. Теоретически они мешать вращению не должны, но при сильном обжатии на древесине остаются вполне различимые следы от прохода роликов. Так что можно порекомендовать после черновой обработки чистовую проводить без люнета, если это возможно.
Основная сложность – найти подходящие вращающиеся части, они должны быть прочными, не сильно оставлять следы на дереве и износостойкими. Оптимальным решением для самодельного люнета можно считать колеса от обычных роликовых коньков. Когда нужно изготовить большое число однотипных изделий (те же балясины на лестницу), вручную практически невозможно это сделать.
Траектория резца будет немного отличаться каждый раз, что скажется на форме изделия. Решением этой проблемы может стать копир для токарного станка по дереву, он позволяет направлять резец по одной и той же траектории каждый раз
Немаловажно и то, что конструкция его несложная, так что изготовить неплохой копир можно и самостоятельно
Токарный станок по дереву.
Это становится возможным благодаря использованию 2 подвижных кареток, нижняя движется вдоль заготовки, верхняя может перемещаться в поперечном направлении. На верхней каретке устанавливается резец для дерева, на ней же размещается небольшое колесико для перемещения вдоль направляющей прорези.
Можно превратить обычный станок в токарный станок по дереву для изготовления шариков. Для этого понадобится специальное приспособление в виде жестко закрепленного резца и рычага, который позволит перемещать этот резец по дуге определенного радиуса (желательно, чтобы радиус можно было изменять).
Токарные резцы
По технологическому назначению различают резцы: проходные (рис. 11, а–в) – для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис. 11, г) – для обтачивания плоских торцов; расточные (рис. 11, д, е) – для растачивания сквозных и глухих отверстий; отрезные (рис 11, ж), прорезные, или канавочные (рис. 11, з) – для точения наружных кольцевых канавок; резьбовые (рис. 11, и) – для нарезания резьбы; фасонные круглые (рис. 11, к) и призматические (рис. 11, л) – для обработки фасонных поверхностей и т. д. По форме головки различают прямые, отогнутые и оттянутые резцы.
По характеру обработки различают резцы для чернового, получистового, чистового точения. По типу инструментального материала и способу его крепления на головке различают резцы:
- цельные из углеродистых сталей;
- цельные из быстрорежущих сталей;
- резцы с напаянной пластинкой из быстрорежущей стали;
- из твердого сплава, с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала.
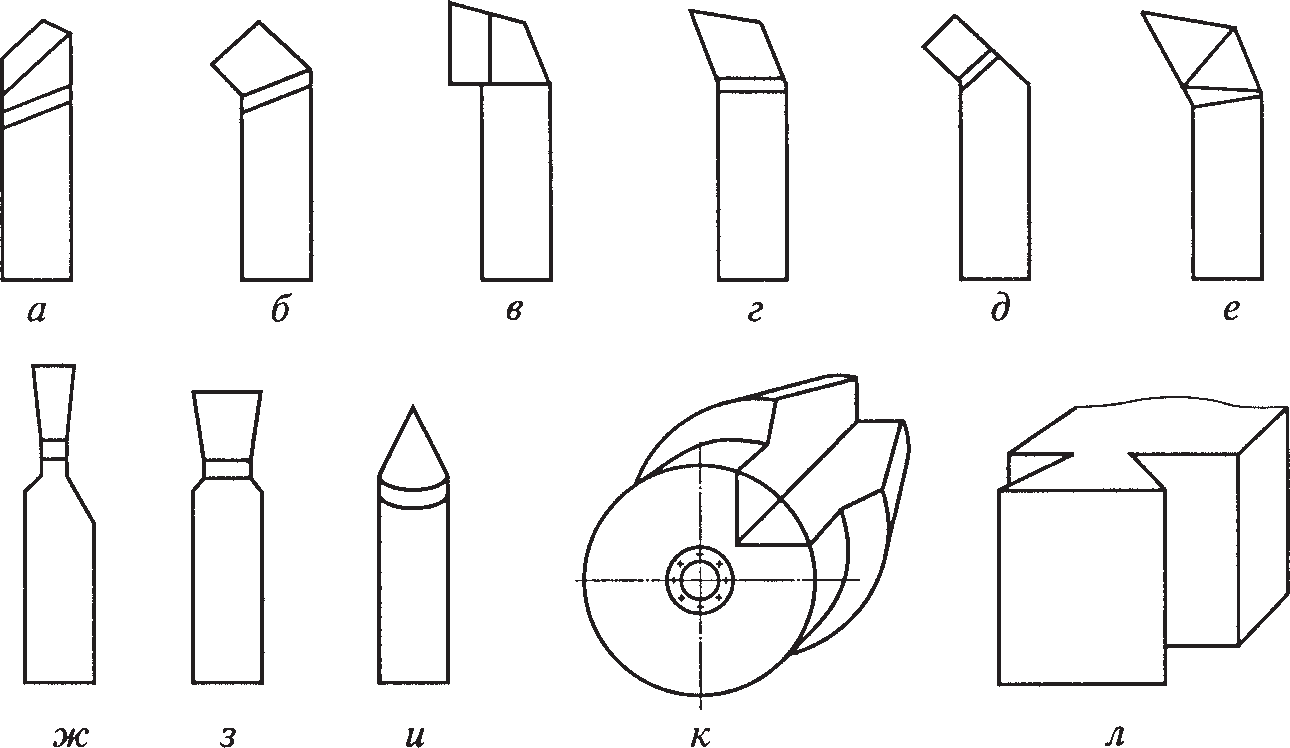
Рис. 11. Токарные резцы: а – проходной прямой; б – проходной отогнутый; в – проходной упорный отогнутый; г – подрезной; д, е – расточные для сквозных и глухих отверстий соответственно; ж – отрезной; з – канавочный; и – резьбовой; к – круглый фасонный; л – призматический фасонный
По виду пластины твердого сплава различают резцы с перетачиваемыми трехи четырехгранными пластинами и с неперетачиваемыми трех-, четырех-, пяти и шестигранными пластинами.



